
The pharmaceutical industry faces ever-increasing scrutiny under Good Manufacturing Practice (GMP) regulations, particularly concerning contamination control in cleanroom environments. Maintaining precise environmental conditions is paramount to product quality and patient safety. A cornerstone of this control is effective cleanroom differential pressure monitoring. This article explores how pressure cascades prevent contamination, the types of instrumentation used, and the regulatory considerations for ensuring compliance and operational excellence in GMP facilities.
1. Why Cleanroom Pressure Cascades Matter in GMP Facilities

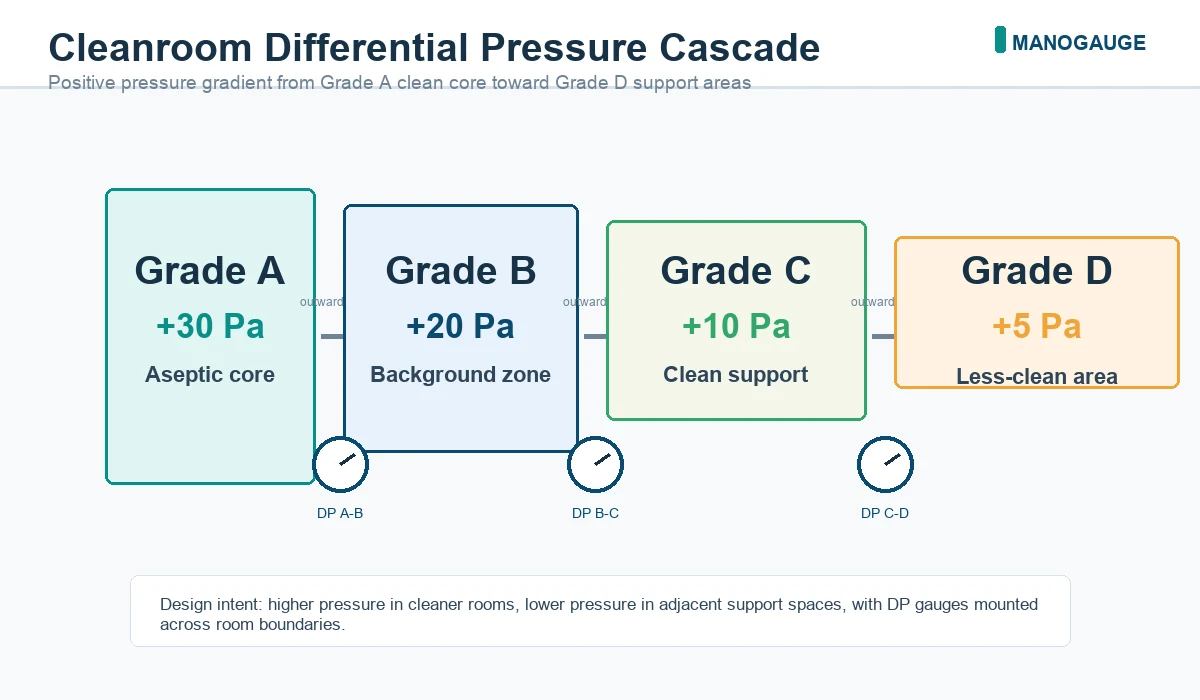
Contamination control is the bedrock of pharmaceutical manufacturing. Airborne particles, microorganisms, and cross-contamination pose significant risks to product integrity and patient safety. Cleanroom pressure cascades are a primary engineering control designed to manage airflow direction, preventing the ingress of contaminants from less clean to more clean areas, and containing potential hazards within specific zones.
Regulatory frameworks, such as EU GMP Annex 1, emphasize the need for robust environmental monitoring, including differential pressure, to demonstrate control over classified areas. Typically, a positive pressure differential is maintained in critical processing zones relative to adjacent less-clean areas, often in the range of 10-15 Pascals (Pa). Conversely, negative pressure might be used for containment of hazardous materials. The exact pressure setpoints and cascade strategy must be meticulously defined by the facility's User Requirement Specification (URS) and validated by the site validation team, ensuring they align with the specific process and classification requirements.
Sterile manufacturing teams should check the current EU GMP Annex 1 guidance.
Browse Our Pressure Gauge Catalog ->Explore 143+ industrial gauge models→2. Where Differential Pressure Is Monitored in a Cleanroom Suite
Effective cleanroom differential pressure monitoring requires strategic placement of instruments throughout the facility. Key monitoring points include:
- Between Classified Rooms: To maintain the pressure cascade, instruments are placed at the interface of rooms with different cleanliness classifications (e.g., Grade B to Grade C, or Grade C to unclassified areas). This ensures unidirectional airflow from cleaner to less clean zones.
- Airlocks: Both personnel and material airlocks are critical transition zones. Monitoring differential pressure here ensures that the airlock functions correctly to prevent simultaneous opening of doors and maintains the pressure integrity of the adjacent classified areas.
- HEPA Filters: Differential pressure across High-Efficiency Particulate Air (HEPA) filters indicates their loading status. An increasing pressure drop suggests the filter is becoming clogged, signaling a need for maintenance or replacement, which is crucial for maintaining airflow and filtration efficiency.
- Isolators and Restricted Access Barrier Systems (RABS): These advanced containment systems rely heavily on precise differential pressure control to protect aseptic processes. Monitoring internal pressure relative to the surrounding environment is vital for ensuring product sterility and operator safety.
- HVAC Systems: Monitoring pressure within HVAC ducts and across fans helps ensure the system is operating within design parameters, directly impacting the cleanroom's environmental control.
Cleanroom classifications should be verified against ISO 14644-1 cleanroom standards.
3. Gauge Types for Low-Pressure HVAC and Barrier Applications

Selecting the right instrumentation is crucial for accurate and reliable cleanroom differential pressure monitoring. Manogauge offers a range of instruments suitable for these demanding applications:
- Differential Pressure Gauges: These mechanical gauges provide a direct, local visual indication of pressure differences. They are ideal for monitoring pressure cascades between rooms, across HEPA filters, or within airlocks where continuous electronic data is not strictly required but local verification is essential. They often utilize diaphragm or capsule sensing elements for low-pressure ranges. For more details on selection, refer to our differential pressure gauge guide.
- Low-Pressure Capsule Gauges: Specifically designed for very low positive or negative pressures, these gauges offer high sensitivity and accuracy for critical applications such as monitoring individual cleanroom pressures or specific equipment within a cleanroom. Their robust construction ensures reliability in controlled environments.
- Differential Pressure Transmitters: For continuous, real-time cleanroom differential pressure monitoring, transmitters are indispensable. They convert pressure differentials into electronic signals (e.g., 4-20mA), which can be integrated into Building Management Systems (BMS), SCADA, or dedicated environmental monitoring systems. This enables automated data logging, trending, and remote alarming, crucial for GMP compliance and operational efficiency.
When selecting instruments, consider wetted parts materials. For pharmaceutical applications, 316L stainless steel is often preferred for its corrosion resistance and cleanability. You can explore our full range in the pressure gauge catalog and learn more about material selection in our 316L vs brass pressure gauge guide.
Gauge type and range selection belong in the differential pressure gauge selection guide.
Request a Free QuoteOur engineers respond within 24 hours→4. Calibration, Alarm Records, and Common Audit Findings
GMP compliance hinges on the reliability and traceability of monitoring data. Regular calibration of all pressure instruments is non-negotiable. Calibration must be performed against traceable standards, with records meticulously maintained to demonstrate instrument accuracy over time. This ensures that the measured differential pressures truly reflect the conditions within the cleanroom.
Alarm management is another critical aspect. Pressure setpoints for alarms must be carefully defined and validated, with clear protocols for responding to excursions. All alarm events, including their duration and corrective actions, must be recorded and reviewed as part of the quality system. These records are vital during regulatory audits.
Common audit findings related to cleanroom differential pressure monitoring include:
- Inadequate Calibration: Missing or outdated calibration certificates, or calibration procedures that do not meet regulatory requirements.
- Unvalidated Setpoints: Pressure cascade setpoints or alarm limits that lack scientific justification or validation documentation.
- Poor Alarm Response: Lack of clear procedures for responding to pressure excursions, or failure to document corrective actions.
- Insufficient Monitoring Points: Gaps in monitoring coverage, leading to uncontrolled areas or blind spots in the pressure cascade.
- Data Integrity Issues: Incomplete or unsecure data records, or systems that do not provide an adequate audit trail.
Ensuring robust calibration programs and diligent record-keeping is paramount for maintaining GMP compliance. For inquiries about instrument selection or calibration needs, please use our RFQ form.
For washdown or aseptic zones, review sanitary pressure gauge selection for food and pharma.
5. Selection Checklist for Pharmaceutical Pressure Instruments
Choosing the correct pressure instruments for pharmaceutical cleanrooms requires careful consideration of several factors to ensure both operational efficiency and GMP compliance.
- Measurement Range and Accuracy: Ensure the instrument's range covers the required pressure cascade (e.g., 0-50 Pa) with sufficient accuracy for the application.
- Wetted Materials: For pharmaceutical environments, 316L stainless steel is highly recommended for all wetted parts due to its corrosion resistance and compatibility with cleaning agents.
- Output Type: Decide between local visual indication (gauges) and electronic output for continuous monitoring and integration with control systems (transmitters).
- Environmental Conditions: Consider the operating temperature, humidity, and potential for exposure to cleaning chemicals.
- Mounting and Installation: Instruments should be easy to install, maintain, and calibrate without compromising cleanroom integrity (e.g., flush mounting, remote sensors).
- Calibration and Traceability: Verify that the manufacturer provides calibration certificates traceable to national or international standards.
- Regulatory Compliance: Ensure the instrument and its documentation support your facility's GMP, URS, and validation requirements.
- Maintenance and Serviceability: Opt for instruments that are robust and have readily available service and spare parts.
- Cost-Effectiveness: Balance initial purchase cost with long-term reliability, maintenance, and compliance costs.
Always consult with your facility's validation team and instrumentation specialists to define the final setpoints and instrument specifications, especially for corrosive, GMP, high-pressure, or safety-critical applications.
Project documentation can also reference pressure gauge export certifications.
For another critical controlled-environment DP application, see battery dry room differential pressure monitoring for lithium-ion cell assembly.
Key takeaways
- Cleanroom differential pressure monitoring is essential for GMP compliance and contamination control in pharmaceutical facilities.
- Pressure cascades (e.g., 10-15 Pa) prevent contamination ingress; setpoints must be validated by the facility.
- Utilize differential pressure gauges for local indication and transmitters for continuous, integrated monitoring.
- Regular, traceable calibration and meticulous alarm record-keeping are critical for audit readiness.
- Select instruments based on range, accuracy, 316L SS wetted parts, and compliance with site-specific URS and GMP.
Related products
- Diaphragm Pressure Gauge - Type 1 (ZX-05-1) — 0–60 kPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Frequently asked questions
What is cleanroom differential pressure monitoring?
Cleanroom differential pressure monitoring involves measuring the pressure difference between a classified cleanroom and an adjacent, less clean area. This creates a pressure cascade, typically positive, to ensure airflow moves from cleaner to less clean zones, preventing contaminants from entering critical processing areas. It's a fundamental control for maintaining product quality and patient safety in pharmaceutical manufacturing.
Why is differential pressure important in pharmaceutical cleanrooms?
Differential pressure is crucial in pharmaceutical cleanrooms to control airborne contamination. By maintaining precise pressure gradients, facilities can prevent the ingress of particles and microorganisms from uncontrolled environments, protect sterile products, and ensure compliance with stringent regulatory requirements like EU GMP Annex 1. It's a primary engineering control for environmental integrity.
What types of instruments are used for cleanroom pressure monitoring?
Common instruments include mechanical differential pressure gauges for local visual indication, low-pressure capsule gauges for highly sensitive measurements, and differential pressure transmitters for continuous electronic monitoring. Transmitters integrate with control systems (BMS/SCADA) for data logging, alarming, and automated control, which is vital for modern GMP facilities.
What are typical pressure cascade values in cleanrooms?
Typical pressure cascade values in pharmaceutical cleanrooms often range from 10 to 15 Pascals (Pa) between areas of different cleanliness classifications. However, the exact setpoints are site-specific and must be defined by the facility's User Requirement Specification (URS) and validated by the validation team, considering the specific process and regulatory requirements.
How often should cleanroom pressure instruments be calibrated?
Cleanroom pressure instruments should be calibrated regularly according to a defined schedule, typically annually or semi-annually, as per the facility's quality management system and regulatory requirements. All calibrations must be performed against traceable standards, and comprehensive records must be maintained to demonstrate accuracy and compliance during audits.